Next | Previous | TOC
1 Background
Advances in computer automation over the last 30 years have brought huge increases in productivity to electronics manufacturing. Populating printed circuit boards with components, soldering, cleaning, inspection, and test can now be handled almost entirely by computer-controlled machinery. Not only have the costs of computing engines dropped radically, but software advances in machine vision, gauging, sensors, control, and testing have brought us manufacturing facilities that can operate tirelessly, and err only to the extent that flaws in their programming remain undetected.
Unfortunately, cable and wire harness assembly have not seen such marked advances. The core task of inserting pinned wires into connector cavities relies largely on the acuity of human vision to guide marvelously dextrous human fingers, a feat of computation and control that cannot be equalled by any present-day machine. Nonetheless, we seek methods within reach of current technology that provide helper functions for assembly technicians whose job it is to mate pinned wires with connector shells, the most time-consuming and error-prone aspect of harness assembly.
In general, we have three aims:
1 - Reduce the abstraction level of pin location.
2 - Minimize the physical motion necessary to insert a pin.
3 - Provide feedback to confirm that the insertion task is complete.
As we approach these goals, we will increase assembly speed, reduce the error rate, and, perhaps most importantly, reduce the fatigue experienced by workers performing this assembly task; lower fatigue levels enable technicians to function for longer periods without a loss of speed or accuracy.
Next | Previous | TOC
2 Historical Approaches
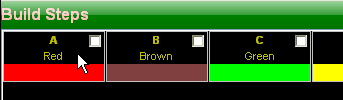
Cable and harness assembly represent only one instance of an electrical and mechanical assembly task that has not quickly yielded to automation. For such tasks, computers are used to display sequential images of assembly steps, project light onto an assembly panel to direct the technician’s attention to the next operation, provide spoken instructions, and respond to spoken words. Bar code scanners eliminate the manual reading of numbers on components or wires, vision sensors detect color, and image processing enlarges or enhances a video image to enable reliable judgment by the human eye. These technician aids have advanced the state of the art by eliminating, one-by-one, complex processes that computers and machines are increasingly able to perform.
Next | Previous | TOC
3 Assembling Connectors
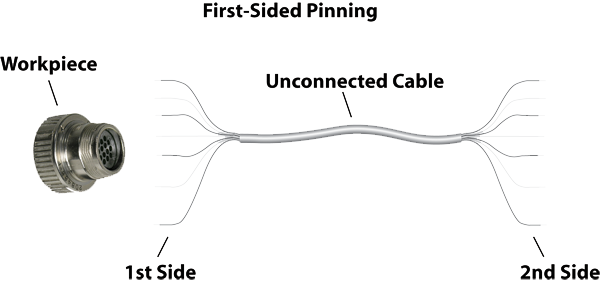
Connectors commonly used in wire harnesses involve an open connector body with separate pins. The technician’s chief job is to insert pinned wires into the appropriate cavities in the connector body according to a printed build list. The perceptual challenge involved in this highly repetitive task invites error and fatigue. These are the issues:
1 - Pinned wires must be identified.
A numeric wire code, color code, or insulation color normally serves this purpose. While advanced scanners may be employed, it is not common because of the expense involved. Most applications rely on the technician’s vision. When numbers identify wires, reading these numbers printed on a curved surface and remembering them, especially when many digits are involved, taxes both vision and memory.
2 - The wire ID or color must be looked up in build list, and remembered, to find the target cavity.
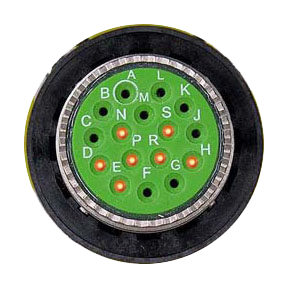
3 - A labeled rubber grommet or formed plastic shell on the connector body must be searched to locate the target cavity.
For connectors with few pins or large openings, each cavity can be numbered clearly. Unfortunately, this often is not true. Instead, a number may be equally near to two cavities leading to potential confusion. In some cases, the pins are so numerous or so dense as to make numbering for each cavity impossible, and the technician must count forward or backward from reference points.
4 - The pinned wire is inserted into the target cavity.
Manual methods do not normally provide feedback at this point to confirm that the wire has indeed been inserted into the correct cavity.
To perform this task accurately, efficiently, and repeatably over the course of a work day, the assembly technician must be skilled, well-trained, and able to manage common distractions in the workplace. Even a skilled worker becomes fatigued in these tasks as the work day progresses, leading to slower performance and increased likelihood of error.