Improving Cable Quality & Reliability
Resistance Measurement to Within 1mΩ
1. Small Faults, Big Problems
Four-Wire Kelvin measurement makes it possible to accurately measure resistance values less than 0.1 Ω while eliminating the inherent resistance of the lead wires connecting the measurement instrument to the component being measured. A high-quality Digital Multimeter (DMM) test lead of 24” in length with banana plugs at both ends will typically present a natural resistance of about 0.1 Ω. When using two such leads connected to the Unit Under Test (UUT), we can expect at least 0.2 Ω of the measured value to be contributed by the meter leads alone. In addition, the slightest bit of contamination on the banana plug leads, whether from finger oils, dust, or corrosion, will add additional resistance or cause the measured value to appear variable when the lead wires or plugs are flexed.
Precision low-value resistance measurements become necessary when testing cables intended to carry significant current, or when extremely high reliability must be ensured in medical or military applications. For cables intended to transmit power as you might find in AC power distribution or radio transmitters, low-resistance connections that have faulted to high-resistance create the real danger of fire or explosion. Although cables used in medical applications, for example, do not carry significant current, questionable connections to hair-thin wires connecting a monitor to high-precision sensors could create life-critical measurement error or result in circuit misoperation. Milliohm-sensitive 4-wire measurement helps to locate bad solder joints, faulty crimps, recessed pins, pin contact contamination, improper wire gauge, and stress-extruded wire – errors that could go undetected with by other methods.
2. What is 4-Wire Measurement?
Ohm’s law defines resistance, “R”, as the ratio of voltage “V” across a component, to the current “I” passing through it:
To measure resistance, we apply a test current to a wire and detect the voltage drop developed. From this, we easily calculate the resistance as shown in the following figure.

We measure the resistance of interest, RW, between the conductor ’s two mating pins. The entire circuit, however, includes the resistance of the lead wires, RL1 and RL2, so the voltage drop used in the calculation includes all three of these resistances. In many situations the lead wire resistance is much lower than the resistance of the conductor or component we aim to measure and therefore can be disregarded.
In some situations, however, the resistance of interest, RW, approaches the resistance value of the lead wires used to measure it resulting in an inaccurate reading. We correct this problem by moving the voltage measurement points out to the endpoints of the mating pins, thus, bypassing any voltage drop that may occur in the lead wires. Refer to the figure below:

The Ohmmeter then appears to have four wires coming from it. The image at the right shows these terminals on a typical DMM. Because we now use four lead wires instead of two, we refer to this approach as “4-wire measurement”, or alternatively “4-Wire Kelvin” measurement in honor of the 19th century British physicist, Lord Kelvin, who originally developed it.

Note that the current flowing through the voltage-measuring circuit of a 4-wire system is extremely small, typically on the order of fractions of a microamp (six or more orders of magnitude less than the source current), so virtually no voltage drop occurs across these lead wires, and it’s effect on the resistance measurement is negligible. In summary, if there is no current flowing through a wire, there is no voltage drop across it regardless of its length. This important point means that lead wires may now be quite long, sometimes exceeding 10 feet (3 meters), without having any effect on the measurement. Long lead wires become necessary when testing large, multi-branch wire harness assemblies, so this situation is not as uncommon as it might seem.
The principal advantage of 4-wire measurement is that it eliminates any effect of fixture resistance (the lead wires) to obtain a precise resistance value of the UUT. Because 4-wire measurements typically employ test currents well above those needed for two-wire testing, a secondary advantage comes through the use of a high-current stress test for wiring by driving a current of 1 A or more through each conductor, and the ability to set a dwell time from 100 ms to many minutes –– observing a slowly-increasing resistance during a long dwell period resulting from thermal heating may reveal problems not detected with a shorter measurement interval.
Software driving a 4-wire measurement system should permit individual conductors within a UUT to be independently disabled from a 4-wire test by User selection to avoid potential damage to fuses or other component not intended to carry high test current. Users should also be allowed to independently set different test currents and dwell times for different conductors.
3. Building Test Fixtures for 4-Wire Measurement
Unlike a benchtop DMM which has four test connections (two for Source and two for Sense), modern cable test equipment offers a multitude of programmable test connections, also referred to at test points, to which the UUT may be connected. Typical cable testers start with 128 test points and can be expanded upward into the thousands of points.
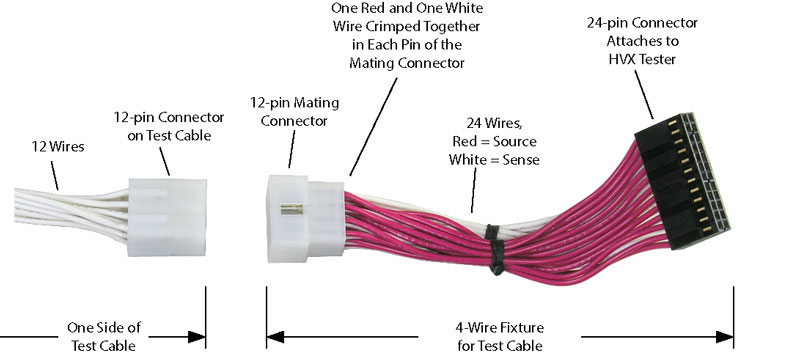
The advantages of 4-wire measurement come at a cost. First, the test system requires twice the number of test points that would normally be required for two-wire resistance measurement significantly increasing the equipment cost. Second, test fixtures must utilize two wires for every pin on the mating connector, one wire for the current source, and the other for voltage sense. This increases the cost and complexity of the test fixture.
An example 4-wire test fixture intended for a 12-conductor cable appears in the image below. If we assume that the UUT is a cable with two connectors, an identical fixture would be needed for both connectors.
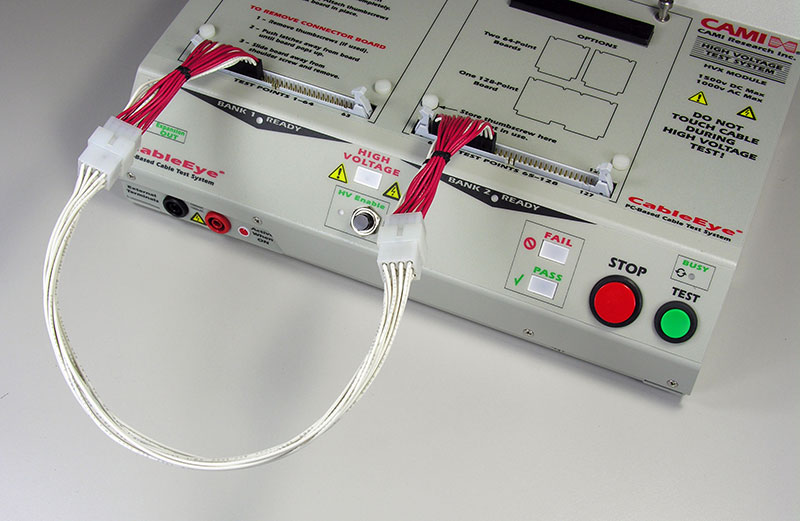
The UUT attached to a CableEye® test system appears in the image below. You can see here that 48 test points are required to test this 12-conductor cable.
Typical high-performance cable test equipment like the CableEye system not only provide 4-wire measurement, but also high voltage testing to check for dielectric breakdown and insulation resistance. With the cost of this equipment ranging from $25 to $50 pertest-point depending on the total number of points ordered, the equipment cost can be significant, especially for larger assemblies.
Construction of the test fixture itself contributes to the overall cost of testing because of the number of wires employed, and the requirement that Source and Sense leads be joined at each pin in the mating connector. When high-density mating connectors must be used, there may not be sufficient space within the backshell of the mating piece to accomodate two wires if the connector was designed for one, and this then entails splicing a short single extension wire from each mating pin to the wire pair, soldering the three pieces together, and insulating with heat-shrink tubing. Because test fixtures are not mass-produced but, instead, custom designed and hand-assembled, a typical test fixture for 4-wire harness testing may cost from many hundreds to thousands of dollars.
When building 4-wire test fixtures, we typically assign odd numbered test points for the Source and even number pins for the Sense. This may also be reversed, if that is your standard. However, once you agree on a standard, all fixtures should be wired in this manner. Keep in mind the following additional considerations:
1 - Because the Source pin can drive a current of 1A or more into a pin, we recommend using 22-gauge or larger wire for this purpose. The Sense pin, however, will carry almost no current at all, so the wire used for Sense can be a much thinner which might be an advantage when trying to crimp two wires into a single pin of the mating connector.
2 - The length of the wire in the test fixture is unimportant in 4-wire measurements since the lead wire is not part of the resistance measurement. 4-Wire methodology may be especially advantageous when the UUT is ‘remotely’ located. Consider, for example, a UUT placed in an environmental chamber some distance away from the test equipment. Test leads of considerable length can be fed through a sealed access port into the chamber to obtain precision measurement remotely. The total effective fixture length is long, yet its resistance is not part of the measurement. Note that for very long Source wires with resistance exceeding about 5 Ω, we must ensure that the voltage of the 4-wire system can rise sufficiently to drive the specified current through this wire.
3 - Before building the fixture, be sure that your test equipment has sufficient test points for the fixture you need: TWO test points for every pin in your mating connectors. To determine the minimum test point requirement, add up all the pins on all the connectors of your cable or harness, including any ground or shell conductors, and double this number to determine the total required test points.
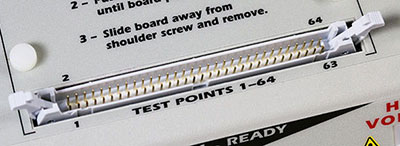
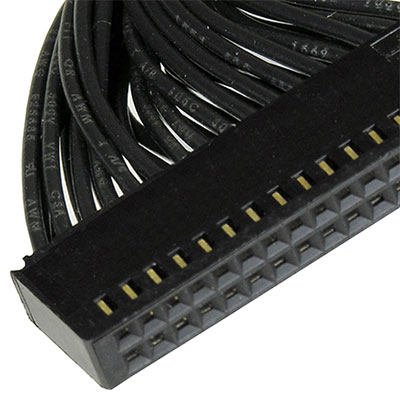
4 - Several testers presently on the market use 64-pin dual-row latch headers as seen below. For this type of test point interface, we recommend using Ampmodu connectors or their equivalent which consist of a 64-pin socket body and gold-plated crimp-and-poke pins. These connectors offer superior low-resistance connections to the header, high voltage isolation exceeding 1500 Vdc, and rugged construction.
When building fixtures for multi-headed cables or wire harnesses with this type of connector, you may wire multiple connectors to a single Ampmodu connector to avoid wasting test valuable points. When you do this, always ensure that an odd-numbered test point ‘n’ and the even-numbered test point immediately next in the sequence ‘n+1’ attach to the same pin on the mating connector.


4. What Difference Does One Strand Make?
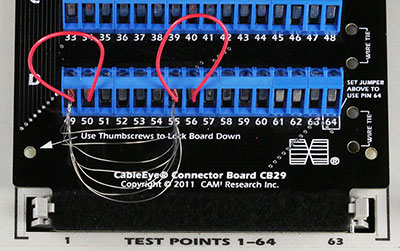
This demonstration of 4-wire measurement sensitivity begins with a 3.5” (8.9 cm) length of 22-gauge 7-strand wire, UL07730 connected between two screw terminals. The UUT runs between Source test points 49 and 55, with corresponding Sense test points 50 and 56 appropriately linked, as shown in the photo at the right.
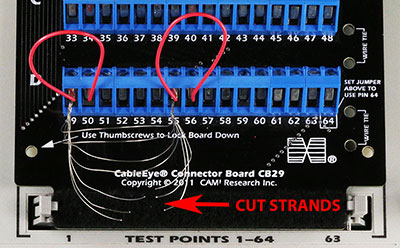
The strands will be cut, one-by-one, with resistor measurements made at each step, to determine how the resistance varies with the number of intact strands. This photo shows three cut strands with four strands remaining.
Here you see the screen report from the CableEye tester with all but two strands cut.
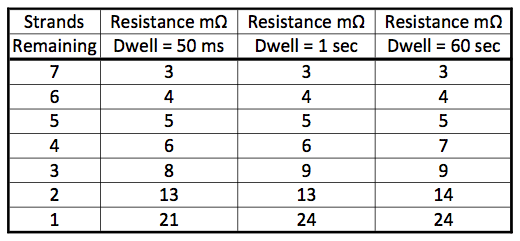
A table summarizes how the resistance changes as strands are cut, and as a function of dwell time. Interestingly, with only one strand remaining to carry the 1 A test current, no heating was detectable by human touch, although clearly the resistance increased silghtly with the current applied for 1 second or longer compared to the initial short 50 ms dwell.

5. Conclusions
Application of 4-wire Kelvin measurement techniques will improve the quality and reliability of your cable and harness products. Precision resistance measurements of less than 0.1 Ω reveal wiring defects not visible to less sensitive measurements, including bad solder joints, faulty crimps, recessed pins, pin contact contamination, improper wire gauge, and stress-extruded wire. Resistive losses resulting from these defects in applications carrying current above 1 A may cause excessive heat generation or fire in wiring, or in the case of measurement circuits which obtain input from precision sensors, may cause false reporting or circuit misoperation.
The 4-wire Kelvin resistance method not only makes it possible to obtain milliohm- or microohm-sensitive measurements, but eliminates any effect of incidental resistance that would be introduced by test leads or the test fixture. Achieving these benefits, however, requires test equipment with twice the number of test points than would otherwise be necessary, and a test fixture with two wires leading from the tester to every pin on the mating connector.
To learn more about the software that drives the tester described in this artcle, click the button below.
CableEye Testers with 4-Wire Measurement Capability
M4
4-Wire measurement capability with ±0.02 Ω resolution is a standard feature.
HVX Series
Advanced Measurements Option, Item 833, includes 4-wire measurement capability with ±0.02 Ω resolution. This option must be ordered at time of purchase of the control module.4-Wire Kelvin Resistance Measurement Option, Item 832, provides 4-wire measurement capability with ±0.001 Ω resolution. This option can be retrofitted.
CableEye ® Automation-Ready Cable and Wire Harness Test Systems
CableEye testers are highly versatile, expandable and upgradable diagnostic and Pass/Fail check Cable and Harness Test Systems that are PC-based. They are used for assembly, prototyping, production, and QC of standard or custom wire cables and harnesses The entire suite of products is powered by the same easy-to-use operating software and, with the help of its signature easy-to-interpret color-coded graphics, instantly identifies not only when there is a fault, but what type of fault and where.
Low Voltage M2 Series
For diagnostic and Pass/Fail Testing - Find, display, log, & document continuity (opens, shorts, miswires, intermittent connections).
Low Voltage M3 Series
For all of the above plus resistance (contact, isolation, embedded), and diodes (orientation, forward voltage, reverse breakdown).
Low Voltage M4 Series
For all of the above plus precision resistance (4-wire), and capacitance (twist wire relationship, length of cable, length to break, capacitors).
Low Voltage and High Voltage HVX Series
For all as described for M3 plus HiPot (dielectric withstand voltage and insulation resistance). 4-Wire Kelvin Measurement and Advanced Measurement Options (capacitance, twist wire relationship, length of cable, length to break, capacitors) are available.
Try One!
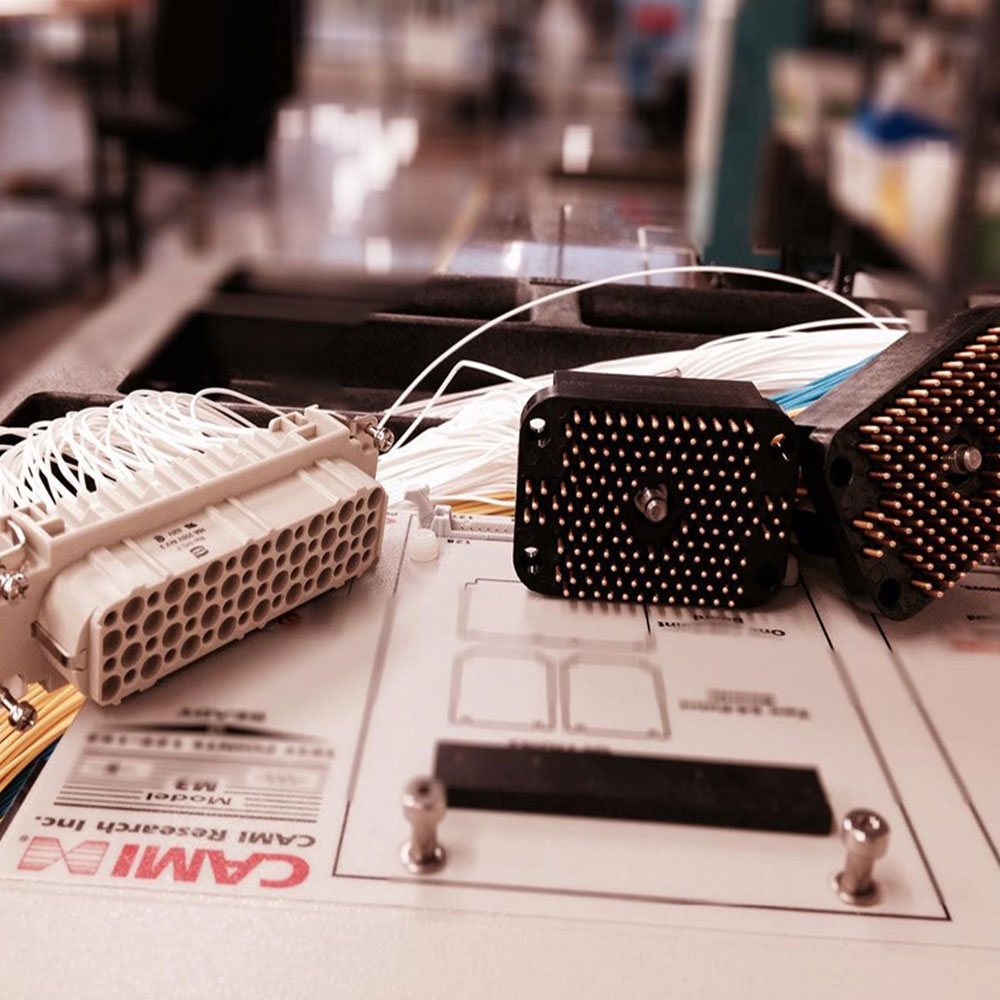
photo credit: Progressive Image

photo credit: AP Technology
"Our production guys find it simple to setup and use. Our clients love it as it provides complete traceability for each and every cable assembly we manufacture."
AP Technology, UK