Cable and Harness Manufacturing:
Smart Assembly & Test
Overview
When quality and productivity are the main priority in cable & harness manufacturing, Test Engineers typically turn to PC-based cable & harness testers. PC-Based systems are operated by an autonomous (rather than embedded) computer and offer superior flexibility when developing a smart test & assembly line, in part because such systems have many easy-to-use programmable functions.
Having a wide range of input and output controls with which to customize and automate assembly and test (Tables 1 & 2), these testers allow key peripherals to be incorporated into the test set-up, for example, lock & release latches, diverter gates, automatic molding equipment, presence sensors, light signals, remote control, barcode readers, and label printers.
For integration with other test equipment, PC-based systems often include API and LabView interfaces.
Additionally, being independent of embedded computer architecture, PC-based tester hardware is more robust, easier to upgrade, and has a longer life-cycle. Consistent with mixed-model manufacturing requirements, companies that require a flexible versatile test system, with dynamic graphic-rich GUI, archival data-logging, and ISO9000 quality documentation typically benefit from PC-based systems.
| Input | Example |
| Speech | Input wire id or wire color |
| Barcode, Keyboard | Input gold cable, work order parameters |
| Probe | Second-side pinning |
| Import Files | csv, xml, Excel |
| API | LabView, .NET applications, ActiveX |
Smart Assembly & Test incorporates optimal use of a tester’s inputs and outputs to increase quality and productivity.
Smart Options
Versatile features enable test automation. For example, software allows simple scripting/macros to be written that can sequentially test switch positions in your harness. Similarly, harness clamps can be automatically released, if a given test is passed, or a control warning light activated if a test is failed. At test conclusion, an ISO-9001 level of report is output together with a label.
Barcode-tracking and archival data-logging improve traceability & productivity, and provide an error-proof test process: Scan ID badges for operator log-in, and work orders for automatic tester setup.
| Output | Example |
| Fail Signal Pass Signal Ready Signal |
Tower Light, LEDs, Audible Tone |
| Trigger Test Signal | Foor Pedal, Optical Zero Force "Touch" Button, Remote Control |
| Relay Control | Lock & Release Latches Diverter Gates, Automatic Molding Equipment |
| Printing | Reports & Labels |
| Speech | Guided Assembly |
| GUI | Schematic, Netlist |
| Export Files | csv, xml, Excel, archival data-logging |
In Practice
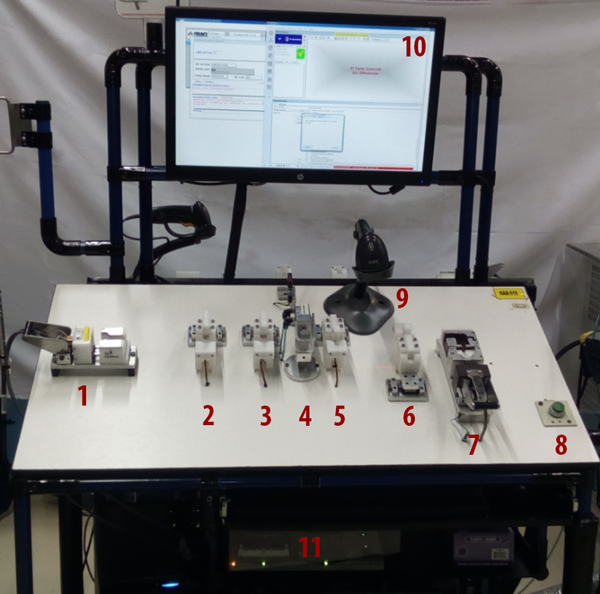
Furukawa has a smart test line of over 30 stations, each powered by a PC-based tester (Fig. 2). The user interface is comprised of a graphical user interface (10), and a harness board fitted with continuity-test blocks (1 & 7), a lock & release latch (4), presence-test devices (1, 2, 3, 5, 6, 7), static barcode scanner (9), and test push-button (8). The test instrument itself remains ‘hidden’ beneath the harness board (11) and additionally checks for connection signals from the presence-test devices. Continuity testing proceeds automatically once these devices detect simultaneous attachment and signal proper installation of the harness under test. The lock & release latch receives a release signal from the tester only if the test yields a ‘pass’ result.
On the other hand, Onanon’s smart assembly and test line uses on-bench PC-based testers fitted with connector assembly fixtures and guided assembly software (Fig. 4). In a 2nd-side pinning guided assembly, when probing a wire that is to be connected, the targeted pin and wire color are highlighted both graphically and with speech (e.g. “red wire to pin J”). And once a connection is made, audible feedback confirms a proper connection or warns of an error.
Speech and light-guided assembly instructions increase product quality and throughput by reducing operator fatigue, and by distilling the assembly process into error-proof steps. In a high demand situation, management is able to schedule overtime without fear of operator fatigue, or add staff without need for exhaustive training.

Rapid wire technology to terminate cable assemblies greatly increases yields, and reduces assembly costs. Real-time CAMI wire recognition technology greatly increases productivity … ensuring correct wire to connector placement - all while performing in-process continuity & HiPot testing.
Dennis Johnson, CEO
Onanon Inc.
Mixed Model Value Streams
Mixed-model assembly and test strategies demand the type of versatility and flexibility that’s available with PC-based testers such as CAMI’s CableEye® system. Production stations set up with HiPot testers can be assigned product that require either or both of low voltage and HiPot testing (when low voltage testing must be carried out successfully before initiating HiPot tests, this test sequence is automated in CableEye HiPot testers).
When the product mix shifts between batches that require (only) low voltage testing and those that require HiPot, switching between the two types of tests is instantaneous, and is simply initiated when line operators touch a pre-programmed, product-specific, test icon on the GUI. Alternatively, the test can be initiated by barcode-reading the product’s label.
Nonetheless, if there are dedicated low voltage and HiPot test lines, personnel can easily be reassigned between them when the testers (such as is the case with CableEye) operate on the same software platform with an identical GUI.
If your operators are performing repetitive multistep tests on your cables, you’ll want to automate the steps to improve productivity, and reduce operator error. These scripts can be prepared by a manager who has no previous programming skills when the tester has a macro option that uses intuitive language (Fig. 4). These same testers provide a touch screen shortcut icon (mentioned above) leading the operator only to the test at hand and the features required for that test/that product.
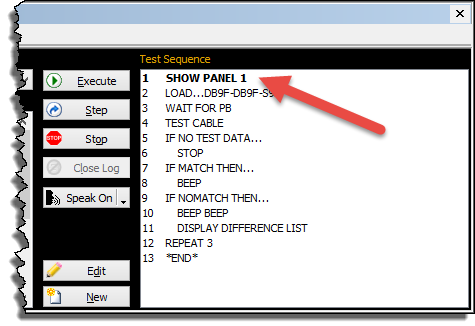
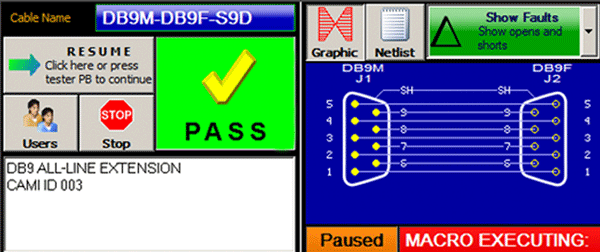
On executing the simple script shown in figure 4 (through a shortcut icon), the operator will see a pass/fail check screen (line 1) automatically loaded with gold cable data (line 2). S/he presses the pushbutton to test (lines 3 & 4), hears different tones according to whether the cable passes (line 8) or fails (line 10), and sees errors displayed graphically - schematically and/or as netlist (line 11).
Similarly simple commands can be added to wait for a variety of signals (barcode, speech, remote etc.) from the operator, and output any number of responses (lights, latches, tones, labels etc.).
Summary
PC-based test equipment used in smart assembly and test methods, make optimal use of programmable functions to increase quality and productivity. Their flexibility and ability to custom match test requirements are consistent with the demands of mixed model manufacturing.
To learn more about the software referenced in this article, click the button below.
Test Automation Capabilities | Video
Easily control the workflow of your test with Macros, and use the options to control tower lights, LEDs, audible tones, labels, latches and more. Scan barcodes to initiate tests and input data. See an automated test in action ...
Video Duration: 2:13 min
CableEye ® Automation-Ready Cable and Wire Harness Test Systems
CableEye testers are highly versatile, expandable and upgradable diagnostic and Pass/Fail check Cable and Harness Test Systems that are PC-based. They are used for assembly, prototyping, production, and QC of standard or custom wire cables and harnesses The entire suite of products is powered by the same easy-to-use operating software and, with the help of its signature easy-to-interpret color-coded graphics, instantly identifies not only when there is a fault, but what type of fault and where.
Low Voltage M2 Series
For diagnostic and Pass/Fail Testing - Find, display, log, & document continuity (opens, shorts, miswires, intermittent connections).
Low Voltage M3 Series
For all of the above plus resistance (contact, isolation, embedded), and diodes (orientation, forward voltage, reverse breakdown).
Low Voltage M4 Series
For all of the above plus precision resistance (4-wire), and capacitance (twist wire relationship, length of cable, length to break, capacitors).
Low Voltage and High Voltage HVX Series
For all as described for M3 plus HiPot (dielectric withstand voltage and insulation resistance). 4-Wire Kelvin Measurement and Advanced Measurement Options (capacitance, twist wire relationship, length of cable, length to break, capacitors) are available.
Try One!
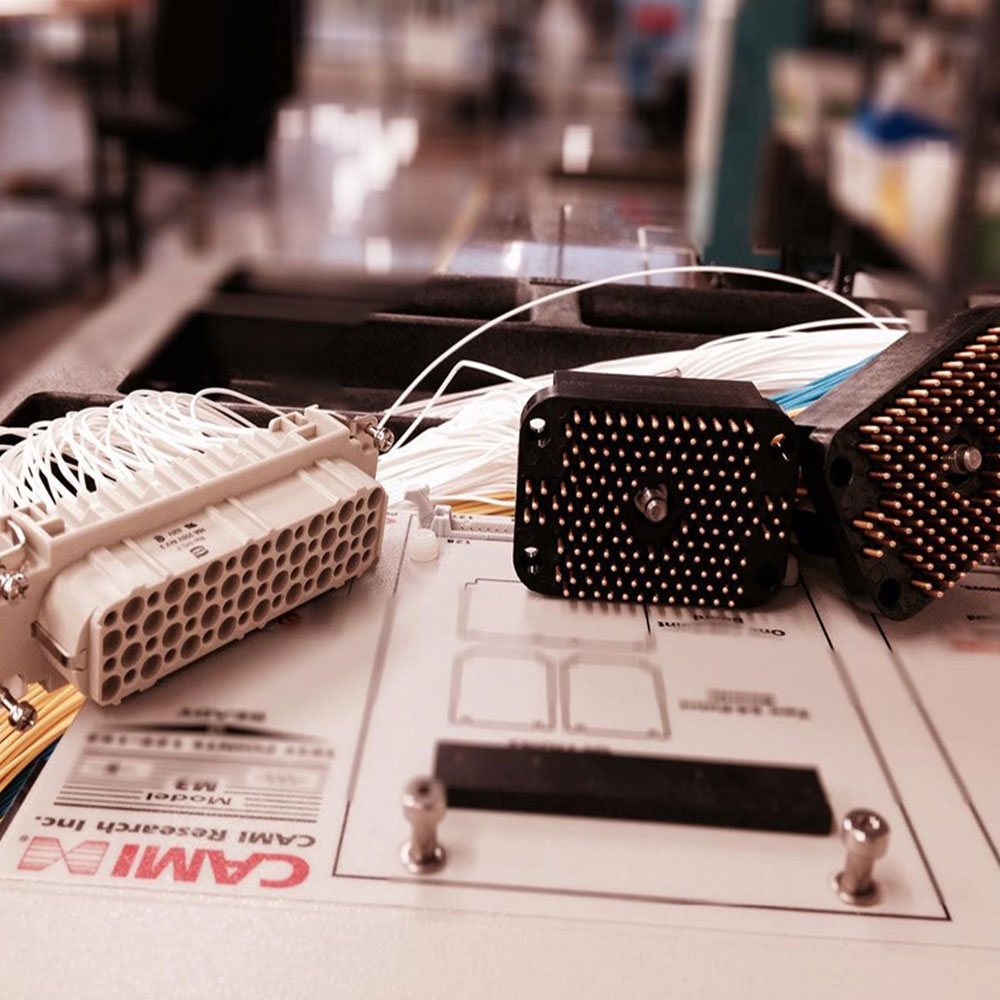
photo credit: Progressive Image

photo credit: AP Technology
"Our production guys find it simple to setup and use. Our clients love it as it provides complete traceability for each and every cable assembly we manufacture."
AP Technology, UK